南阳钛棒厂家






- 面议
- 2021-01-28 05:09:11
- 钛棒
- 宝鸡市创惠新材料科技股份有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
钛及钛合金棒材的化学成分应符合GB/T 3620.1,的规定,需反复验时,化学成分的的允许偏差应符合GB/T 3620.2的规定。热加工棒材的直径或边长及其允许偏差应符合表一的规定。热加工后经车(磨)光棒材及冷轧,冷拔棒材的直径允许偏差应符合表二的规定。
轧机多为偶数道次组合,对于不同的坯料规格和成品尺寸有18架、20架、22架甚至24架的小型轧机,18架为主流。速度可调、微张力和无张力轧制是现代全连续式小型轧机的明显特点。粗轧和中轧的部分机架为微张力控制,中轧的部分机架和精轧机组为无张力控制,以产品的尺寸精度。连续式轧机一般设置6~10个活套,甚至有的多达12个活套。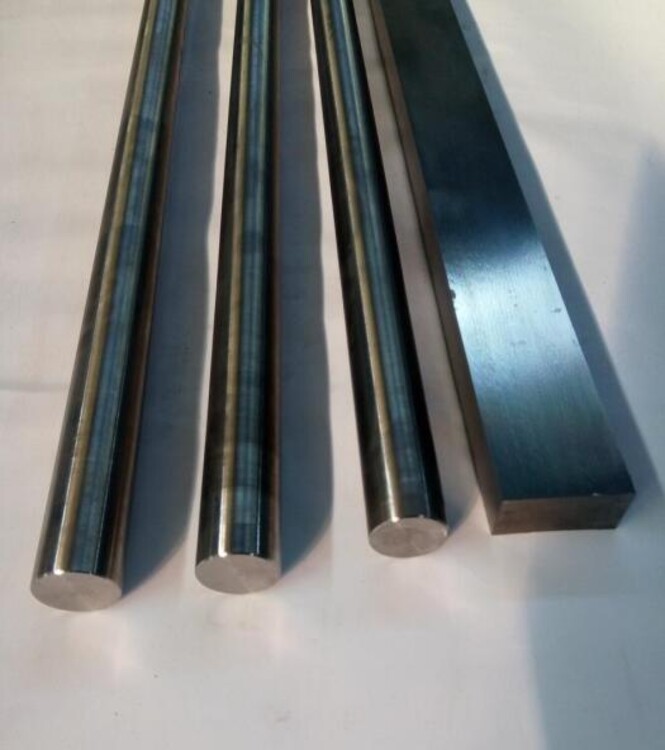
棒材轧制是所有轧材中容易实现的品种,它可以有多种方式。从三辊横列式,到扭转二重式,从各种半连续式到全连续式,都能生产棒材,但其产量、尺寸精度、成材率、合格率却都大不一样。三辊轧机刚度低,加热温度的波动必然带来严重的产品尺寸波动,加上横列式速度慢、轧制时间长,导致轧件头、尾温差加大,容易尺寸不一致,并且性能不均,产量很低,质量波动很大,率极低。
全连续轧机一般采用平立交替,轧件无扭,事故少、产量高,可以实现了大规模的化生产和组织性能控制.同时轧机采用高刚度,控制自动化程度较高,使尺寸精度和合格率得到很大提高,尤其成材率提高,减少回炉炼钢的浪费。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提和速度。
这类钢具有良好的热加工性,但在低温阶段铁素体的塑性很低,又加上坯(锭)冷却时产生的残余应力和加热时产生的热应力方向一致(因加热和冷却时没有相变)能相互迭加,因而易产生热裂。所以坯(锭)在低温阶段应缓慢加热。钢锭的装炉温度不大于800℃,钢坯应不大于850℃。
当含Cr量大于16%时,铸态组织非常粗大,易产生粗晶组织,经热加工破碎的晶粒,在温度大于950℃时有强烈长大的倾向,因在加热和冷却时不产生相变,所以长大的晶粒不能通过热处理方法来改变,同时这类钢是体心立方晶格的铁素体,再结晶温度低,再结晶速度大,经再结晶后钢的塑性也较好,热加工时变形抗力小,为了要获得所需的细晶粒组织,一般采用在较低温度下变形和控制在此温度下的变形量,加热温度一般为950℃~1000℃左右。
- 创惠
- 钛棒
- 不锈钢棒材
- 郭先生